定制圆管_品牌厂家
更新时间:2025-11-30 10:23:35 ip归属地:金华,天气:晴,温度:6-22 浏览:6次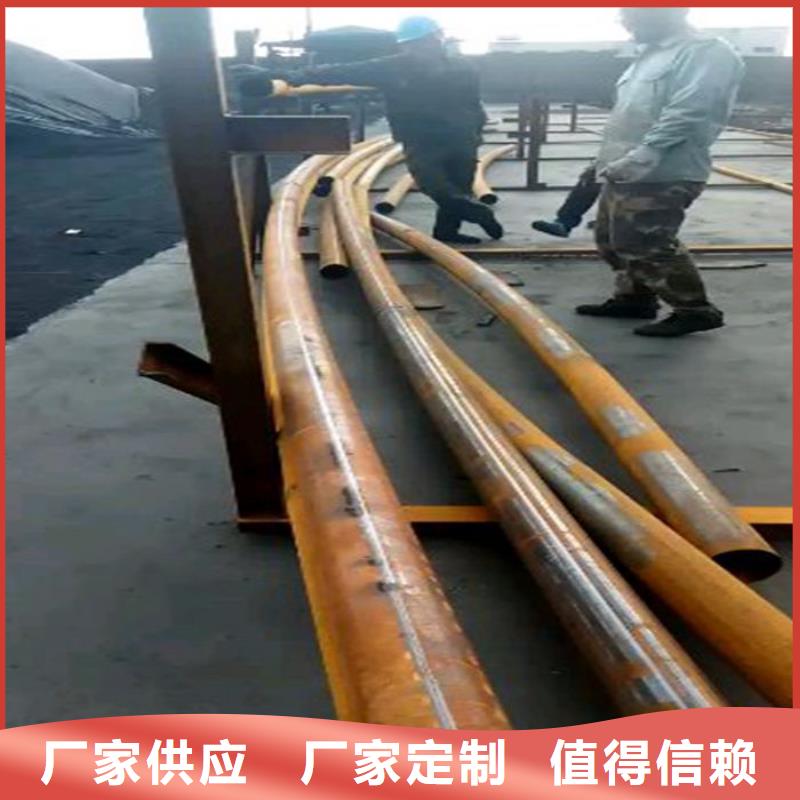


- 发布企业
- 万泽锦达机械制造(金华市兰溪市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 圆管弯弧机
- 所在地
- 小店区208国道东浦村东浦路一号
- 联系电话
- 0527-88266222
- 手机
- 18762195566
- 联系人
- 徐总 请说明来自商助贸易宝,优惠更多
详细介绍

弯曲成形速度对成形质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度达不到要求,造成圆管的拉裂、拉断;速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度为机器较大弯曲速度的20%-40%为宜。
大型弯管机的几个热点:
1.管型规整化:设计和排管时要过大的圆弧、曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
159圆管弯弧机顶棚拱形运城芮城
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论有几个弯,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不换模块,这就是“一管一模”。而“多管一模”就是同一直径规格的管子应尽量采用同一种弯曲半径,也就是使用同一套模块弯制不同形状的管型,这样于减少模块数量。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很,所以一般选用弯管模的r值为管子直径的2、3为好。150圆管弯曲机粮仓厂房建设云南德宏159圆管弯弧机顶棚拱形运城芮城


圆管弯拱机操作规程:1严格遵守机床工操作规程,按规则穿戴好劳作防护用品;2开机前应将上、下模具整理、擦拭洁净;3查看托料架、挡料架及滑块上有无异物,如有异物,应整理洁净;4按所折板料厚度、选择恰当模口,模口尺度通常等于或大于8倍板料厚度;5由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN;6折弯狭板料时,应将体系作业压力恰当,避免损坏模具;7调理滑块行程时,应调量小于100,避免损坏机器;8折弯前,应将上下模具间的空隙调整均匀共同;9折弯时,不可将手放在模具间,细长小料不可用手扶;只许折弯一块料,不很多块分节一起折弯。查看油箱油位,发动油泵查看液压管道、油泵有无反常;10折弯板料应放在模具中心,机器不宜单边载荷,避免影响工件和机器精度,如某些工件确需单边作业时,其载荷不得大于250KN,并且有二边一起折弯;11查看油箱油位,发动油泵查看液压管道、油泵有无反常;12发作反常当即停机,查看缘由并及时扫除;13作业结束,应封闭油泵,退出控制体系程序,堵截电源。



金华兰溪山西万泽锦达机械制造有限公司依靠数字化管理,可变换多种生产 圆管弯弧机模式,能够高品质、率的解决大批量以及定制化生产要求。我们不断在 圆管弯弧机领域探求,注重前沿科技、创新和 圆管弯弧机产品研发,金华兰溪山西万泽锦达机械制造有限公司注入源源不绝的新鲜生命力;致力为广大客户提供高品质、多元化的专业 圆管弯弧机产品和服务。金华兰溪山西万泽锦达机械制造有限公司成长的过程,就是服务客户和客户一起不断成功的过程。我们用心做好每一件事,满怀信心迎接每一次的挑战。


